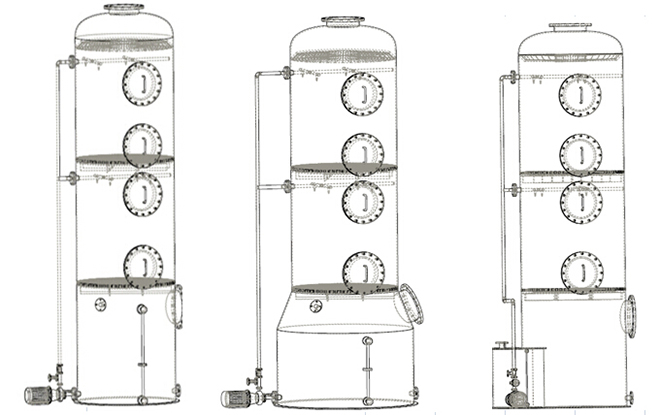
pph立式儲罐成型工藝采用螺旋擠出纏繞技術,品(pǐn)質達到(dào)國際先(xiān)進(jìn)水平,主要工序有罐體擠出纏繞、外部焊接、內縫焊接、管口安裝等。
一、罐體擠出纏繞製作
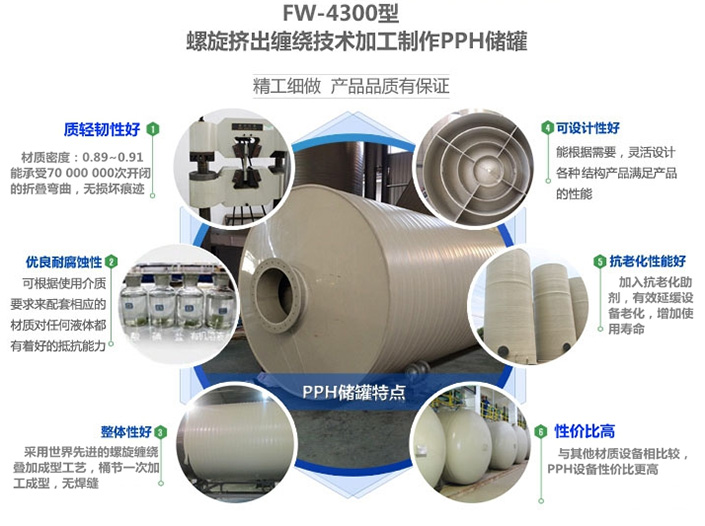
罐體碰焊就(jiù)是(shì)用PPH螺旋擠出纏繞機組使PPH顆粒料加(jiā)工成罐(guàn)體成(chéng)型的工藝。係統采用將(jiāng)PPH顆粒熱熔後擠出後再鋼製模具上纏繞成罐體的工藝。

|
擠出(chū)纏繞的優點:
◆生產效率比手工的高5-8倍
◆產品整體性好,無接縫,抗腐蝕(shí)、耐滲漏性好
◆產品平整美觀(guān),實現罐體上薄下厚,降低價格
◆產(chǎn)品尺寸(cùn)、形(xíng)狀不受限製
◆產品為顆粒(lì)料加工成型,抗(kàng)老(lǎo)化性能好
|
二、外(wài)部焊(hàn)接製作
外部焊接就是用進口自動擠出焊接機組使儲罐應力最大部位實現大焊(hàn)縫一次焊接成型的工藝。將與罐體性質相同的全新PPH顆粒料熱熔在(zài)大焊縫處,與罐底、罐體成一體。

|
底部(bù)焊接(jiē)工藝特點:
◆機械化、自動化(huà)程度最高,產(chǎn)品質量穩定
◆可按製品承受應力特點來設計焊縫規格,使之充(chōng)分發(fā)揮焊縫(féng)的整體性
◆產品整體(tǐ)性好,焊縫與母體一體,抗腐蝕(shí)、耐(nài)滲漏性好
◆可減少飛邊,接縫平整美觀
◆在PPH顆粒料中添加紫外線吸收(shōu)劑,防止老化,延長了使用(yòng)壽命(mìng)。
|
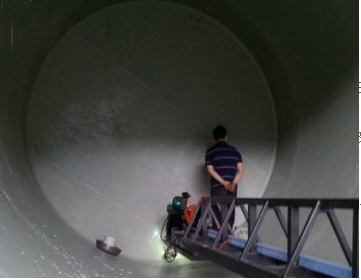
三、內部(bù)焊接製作(zuò)
內部焊接是采用自動長臂擠出(chū)焊接工藝,是所有工序中最重要的一步。將與罐體性質相同的全新PPH顆粒料熱熔在內部焊縫處,與罐底、罐體成一體,原理與外部焊接相同,隻是(shì)其設備不同。
|
內部焊接工藝特點:
◆機械化、自動化程度高,產品(pǐn)質量穩定
◆可按製品承受應力特點來(lái)設計焊縫規格(gé),使之充分發揮焊縫的整體性
◆產品(pǐn)整體性好,焊縫(féng)與母體一體,抗腐蝕、耐滲漏性好
◆可減少飛邊(biān),接縫平整美觀
◆在PPH顆粒料(liào)中添加紫外線吸收劑,防止老化,延長(zhǎng)了使用壽命。
|
四、管口安裝製作
管口安裝是最後(hòu)一道工序,等同於底(dǐ)部焊接的縮小版本(běn),就(jiù)是用進口小型自動擠(jǐ)出焊接機(jī)組,將接管與法蘭焊接成型,再采用(yòng)開(kāi)孔(kǒng)器在罐體上(shàng)開相應尺寸的口徑,最後采用德國MUNSCH手提擠出焊接。

|
管口安裝工藝特點:
◆機械化、自動化程度最高,產品質量穩定
◆管口焊縫與罐體一體(tǐ),焊接強度高
◆可減少飛邊,焊縫平整美觀
◆在聚丙烯顆粒(lì)料中中添加紫外線(xiàn)吸收劑延(yán)長了使用壽(shòu)命(mìng)。
|